Wat is Gage R&R?
Belangrijke term bij de meetsysteemanalyseIn Lean Six Sigma is het noodzakelijk om te werken met betrouwbare data. Voordat je data gaat verzamelen over je proces is het raadzaam om na te gaan of je meetsysteem wel voldoet. Wanneer je meetsysteem niet goed is, zal de data (je meetpunten) niet overeenkomen met de werkelijkheid. In het ergste geval, trekt je verkeerde conclusies uit je data.
Gage R&R is een term die voorkomt bij de meetsysteemanalyse.
- Gage staat voor de precisie van je meetinstrument.
- R&R staat voor Repeatability (herhaalbaarheid) en Reproducibility (reproduceerbaarheid).
Een precisieafwijking heb je wanneer je variatie waarneemt tussen twee dezelfde metingen. Precisie bevat twee delen:
- Geeft het meetsysteem hetzelfde resultaat wanneer hetzelfde product meerdere malen gemeten wordt door dezelfde medewerker?
- Geeft een meetsysteem dezelfde resultaten wanneer 2 of 3 medewerkers hetzelfde product een aantal keren meten?
Gebruik Gage R&R
Het is een statistische methode om het meetsysteem te toetsen op de precisie van de meting. Met behulp van een statistiekprogramma zoals bijvoorbeeld Minitab kan de Gage R&R van een dataset uitgerekend worden. Wanneer het percentage Gage R&R hoog is, is het noodzakelijk om de oorzaak op te sporen en op te lossen, voordat met het echte meten wordt begonnen.
Een hoog repeatability-percentage kan voorkomen door:
- De apparatuur; het meetinstrument heeft onderhoud nodig of het meetinstrument is instabiel.
- De menselijke fout; de persoon is fysiek in slechte conditie, bv. slechte ogen, of de persoon heeft last van de omgeving bv. licht, lawaai.
Een hoog reproducibility-percentage kan komen door:
- De procedure; de operationele definitie is niet duidelijk, bv. hoe moet je meten.
- De mens; de persoon is onvoldoende getraind om het meetinstrument te gebruiken.
Richtlijnen voor het accepteren van een Gage R&R
Onder 10% fout: meetvariatie is acceptabel
10% tot 30% fout: meetsysteem is mogelijk acceptabel maar dat hangt af van het belang van de meting, kosten van het meetsysteem, kosten van reparatie of verbetering en de bestaande procescapability.
Meer dan 30% fout: meetsysteem dient verbeterd te worden
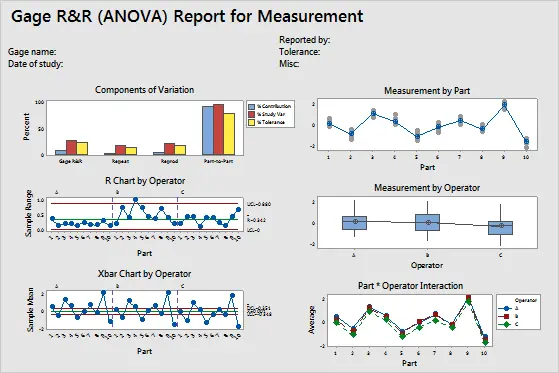
Minitab Voorbeeld van Crossed Gage R&R Studie