CPK
Belangrijke tool binnen procesprestatieanalyseCpk duidt op process capability en de k staat voor ‘katayori’ dat Japans is voor afwijking of verschil. De Cpk is een kengetal dat staat voor de verhouding tussen de afstand van het procesgemiddelde tot de dichtstbijzijnde specificatielimiet en de procesvariatie uitgedrukt in drie maal de spreiding (standaarddeviatie).
De termen Cp en Cpk worden gebruikt binnen de procesprestatieanalyse. Dit is een belangrijke component binnen de Six Sigma methodiek. Een procesprestatieanalyse vergelijkt het huidige proces met de eisen van de klant. In hoeverre presteert je proces goed?
Uitleg Cpk
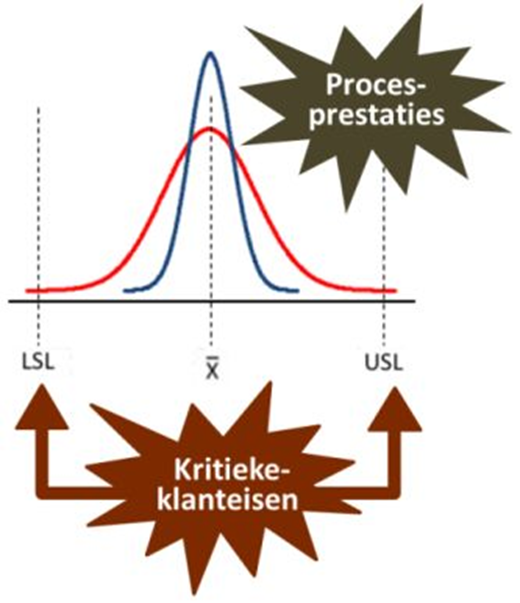
We kennen het gemiddelde en de standaarddeviatie als kenmerken van procesprestatie. De CP (Capability of the process) kijkt naar de spreiding binnen een proces VOP (Voice of the Process) ten opzichte van de specificatiegrenzen van het proces VOC (Voice of the Customer). Hierbij kijken we of het proces in staat is om te leveren wat de klant wenst. Hoe beter (vaker) de VOP binnen de VOC past hoe capabeler het proces is om te voldoen aan klantwensen.
Om te beoordelen hoe goed het proces is, vergelijk je de procesprestaties met de specificatielimieten – ook wel de tolerantiegrenzen genoemd – die horen bij de kritieke klanteisen (CTQ’s). Een proces is ‘capabel’ als het voldoet aan de specificaties van de klant!
Bij de vergelijking tussen procesprestaties en specificatielimieten kun je een aantal kengetallen berekenen, de zogenaamde process capability -indices. Deze kengetallen geven aan in welke mate het productieproces capabel is de gegeven specificatiegrenzen te garanderen.
De essentie
De essentie van alle procescapabiliteitsindices is dat de je de feitelijke procesprestaties ‘confronteert’ met de specificatielimiet(en) die horen bij de kritieke klanteisen (CTQ’s). Concreet betekent dit dat je kijkt hoe de (normale) verdeling van de procesprestaties zich verhoudt tot de bovenste (USL) en/of onderste (LSL) specificatielimieten. In het gebied tussen LSL en de USL voldoet een product aan de specificaties. Dit gebied noemen we het tolerantiegebied.
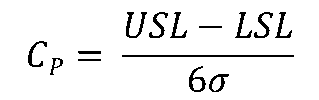
De procescapabiliteitsindex Cp is het kengetal dat staat voor de verhouding tussen het tolerantiegebied en de variatie van het proces, uitgedrukt in zes maal de spreiding.
De Cp zegt niets over het werkelijke aantal producten dat buiten de specificatielimiet(en) vallen omdat de verdeling niet precies midden in het tolerantiegebied hoeft te liggen. Daarom is voor de klant de feitelijke procescapabiliteit belangrijker. De procescapabiliteitsindex die hier bij hoort is de Cpk.
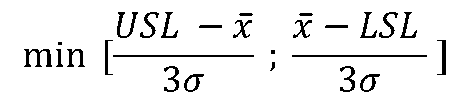
De Cpk is het kengetal dat staat voor de verhouding tussen de afstand van het procesgemiddelde tot de dichtstbijzijnde specificatielimiet en de procesvariatie uitgedrukt in drie maal de spreiding (standaarddeviatie). Wanneer er sprake is van zowel een boven- als een ondergrens, zijn er twee afstanden tussen de specificatielimieten en het gemiddelde te berekenen. Je berekent allebei de afstanden en neemt voor het berekenen van de verhouding de laagste waarde – het minimum – van de twee afstanden.
Het gemiddelde
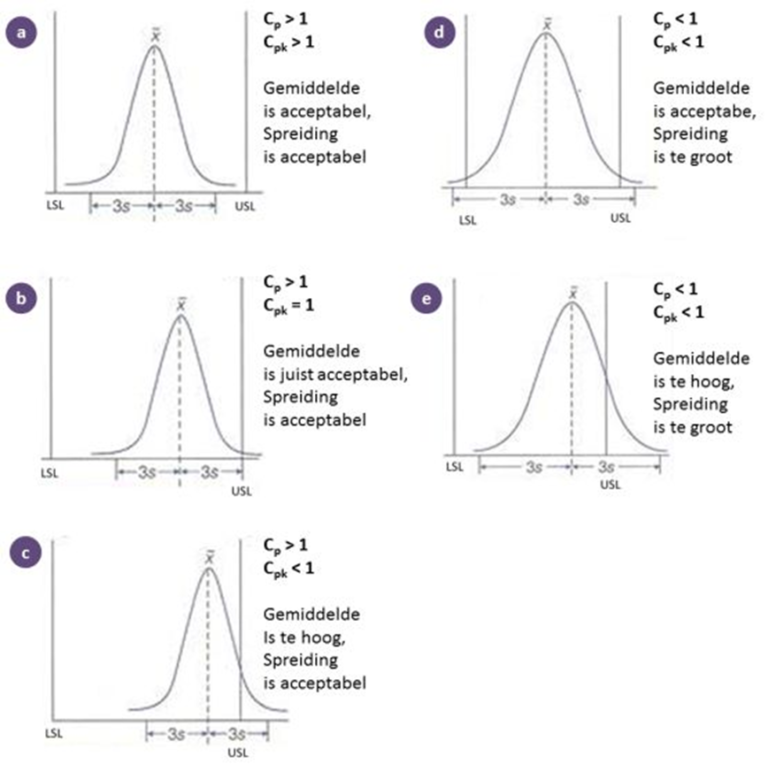
Wanneer het procesgemiddelde precies tussen de specificatielimieten ligt, zijn Cp en Cpk gelijk. Als het gemiddelde niet in het midden van het tolerantiegebied ligt, gaan de procescapabiliteitsindices van elkaar verschillen, waarbij Cpk altijd kleiner dan Cp. Cp is de bovengrens voor Cpk.
In het algemeen geldt, des te hoger de Cp en Cpk waarde, des te beter de procesprestaties. Een vuistregel is dat de Cp-waarde > 1,33 moet zijn.
Bij een Cpk < 1,0 vallen de procesprestaties niet binnen de specificatielimieten; de variatie van het proces valt buiten de tolerantiegrenzen. Een Cpk van 1,0 geeft aan dat de procesvariatie gecentreerd is tussen de specificatielimieten. Als geldt Cpk > 1,0 betekent dat het proces met grote zekerheid voldoet aan de specificaties. Wanneer Cpk gelijk is aan 2 is sprake van een proces op 6 sigmaniveau (3,4 DPMO).
Een hoge Cp-waarde is een noodzakelijke, maar niet afdoende conditie voor een goede sigmawaarde voor een proces. Een hoge sigmawaarde is alleen mogelijk wanneer sprake is van de centrering van het proces gunstig is ten opzichte van de specificatielimieten (herkenbaar aan een goede Cpk-waarde). Om een sigmawaarde van 6 te bereiken (een ‘zes Sigma-proces’) moet de Cp- en Cpk-waarde gelijk zijn aan 2 (de standaarddevatie past tenminste zes keer tussen het gemiddelde en de specificatielimieten van de klant).
Bron afbeeldingen: raamstijn.nl/eenblogjeom